工作10000小时后,博雷顿BRT958EV动力电池容量检测报告来了
2023年05月30日 21:03
博雷顿新能源
责编:戚金荣
作者:博雷顿新能源
语音播报
点击播放
2021年下半年,山西焦化企业户购入博雷顿BRT958EV纯电动装载机,用于厂内物料装载作业。工厂采用3班倒的运营模式,人休车不休,装载机几乎连续不停地工作,在18个月的时间里工作时长就超过了10000小时。持续不断地高强度使用后,经第三方检测,这台装载机的动力电池的容量保持率达到93.04%,衰减不到7%。检测完毕后,这台装载机马不停蹄返回一线,日夜兼程向下一个10000小时目标迈进。
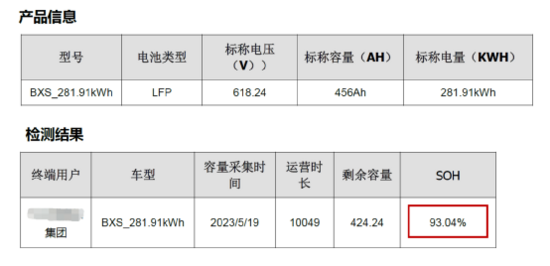
(检测报告截图)
打造生命周期价值
博雷顿的5吨级纯电动装载机平均每小时仅需要耗电40kWh左右,相对传统柴油装载机可以节约大量费用,这一点是显而易见的。但,博雷顿不仅仅关注1个小时或1天能为用户节约多少费用,更关注在整个生命周期内可以为用户创造的价值。博雷顿用实际行动打破“换电池”忧虑,让纯电动设备在全生命周期内为用户创造可观经济效益。


博雷顿自主设计电池智能控制系统,根据整车工作特性编写算法以自适应特定工况,充分保障电池良好工作状态,杜绝过充、过放,从容应对大功率功率充电和电流输出,保持电芯一致性和稳定性,从而保证整个电池组的寿命。

博雷顿自主研发电池温度管理系统,自主编写智能自循环算法,硬件方面采用覆盖面积更大的多支路智能控制液冷系统方案,并经过周密计算后布置,软硬结合可以更精确地控制电芯温度,减少温差提升一致性,保证充放电功率。
声明:本文系转载自互联网,请读者仅作参考,并自行核实相关内容。若对该稿件内容有任何疑问或质疑,请立即与铁甲网联系,本网将迅速给您回应并做处理,再次感谢您的阅读与关注。
我要评论
表情
登录
不想错过新鲜资讯?
微信"扫一扫"